Heat treatment is an elaborate process and the process is simply explained.
Jargons of Heat treatment
Before we get into the description it is better to know a few Jargons used in the process.
- Soaking - Keeping the part inside the furnace/ oven at certain temperatures.
- Precipitation - Commonly used to refer stress relieving/ annealing
- Quenching - Process of dropping the red hot material into water / quenchant tank
Purpose of Heat treatment
Many castings are used in the as-cast condition, but certain applications require higher mechanical properties than the as-cast material. Most of the gravity die casting and sand casting alloys can be heat treated. Pressure die casted components can seldom be heat treated. The purposes of heat treatment are as follows:
- The Main purpose of heat treatment is to improve the mechanical properties of the castings.
- Improve Machinability - Thread formation is improved considerably
- As -Cast hardness will be 60bhn (Brinelll Hardness Number). After heat treatment the hardness can go between 90bhn - 105bhn.
- Improves the withstanding capability to extreme weather condition
Equipments used for Heat treatment
- Furnace - Capable of heating upto 550 °C
- Oven - Capable of heating upto 550 °C
- Jigs - at different sizes to match the inner size of furnace and ovens with inner spacing as per component requirement.
- Quenching tank - Large enough for the Jigs to be quenched without quenchant liquid overflowing
- Bend removing Jigs - Designed as per component requirement
- Control Panel/ temperature recorders - To record the temperature against time during the heat treatment cycles.
Types of Heat Treatment
The most commonly used methods of heat treatment of aluminium alloys are T5, T6 & TF
T5- This is a stress relieving treatment to precipitate the alloying elements by heating the parts to temperatures between 150 °C & 210 °C at required cycle times*. General cycle times are between 5 – 8 hours.
T6- In this treatment, there are 3 steps solutionizing, quenching and artificial ageing. In the first step, the material is heated to temperatures just below the melting temperature of the alloy and soaked at the same temperature for a cycle time* generally between 8 - 12 hours.This process evenly distributes the alloying elements and improves the microstructure later. This process is followed by sudden quenching (within 15 secs) of the red hot material into quenchants like water (within 30 - 60°C) or special quenchants.
The third step, artificial ageing, is carried out to relieve the stress that was built up in the parts due to sudden quenching. This process involves heating the parts to temperatures between 150 & 210 °C at required cycle times*. General cycle times are between 5 – 8 hours.
Note: Certain components tend to deform during quenching and while being soaked at high temperatures, due to their design. This deformation can be removed by manual hammering ( soft hammers) or with hydraulic press. This bend removal should be done in between the solutionizing and precipitation process.
TF- Full condition treatment is usually done for components with special properties requirement. Natural ageing at different cycle times* apart from solutionizing, quenching and precipitation is required in this treatment.
* Cycle time will vary for each family of castings. It might vary with the thickness of the castings and the volumes. So cycle time will usually be determined after a few iterations until the desired mechanical properties are achieved. This cycle time should be recorded for future production cycles of the particular component.
Process controls
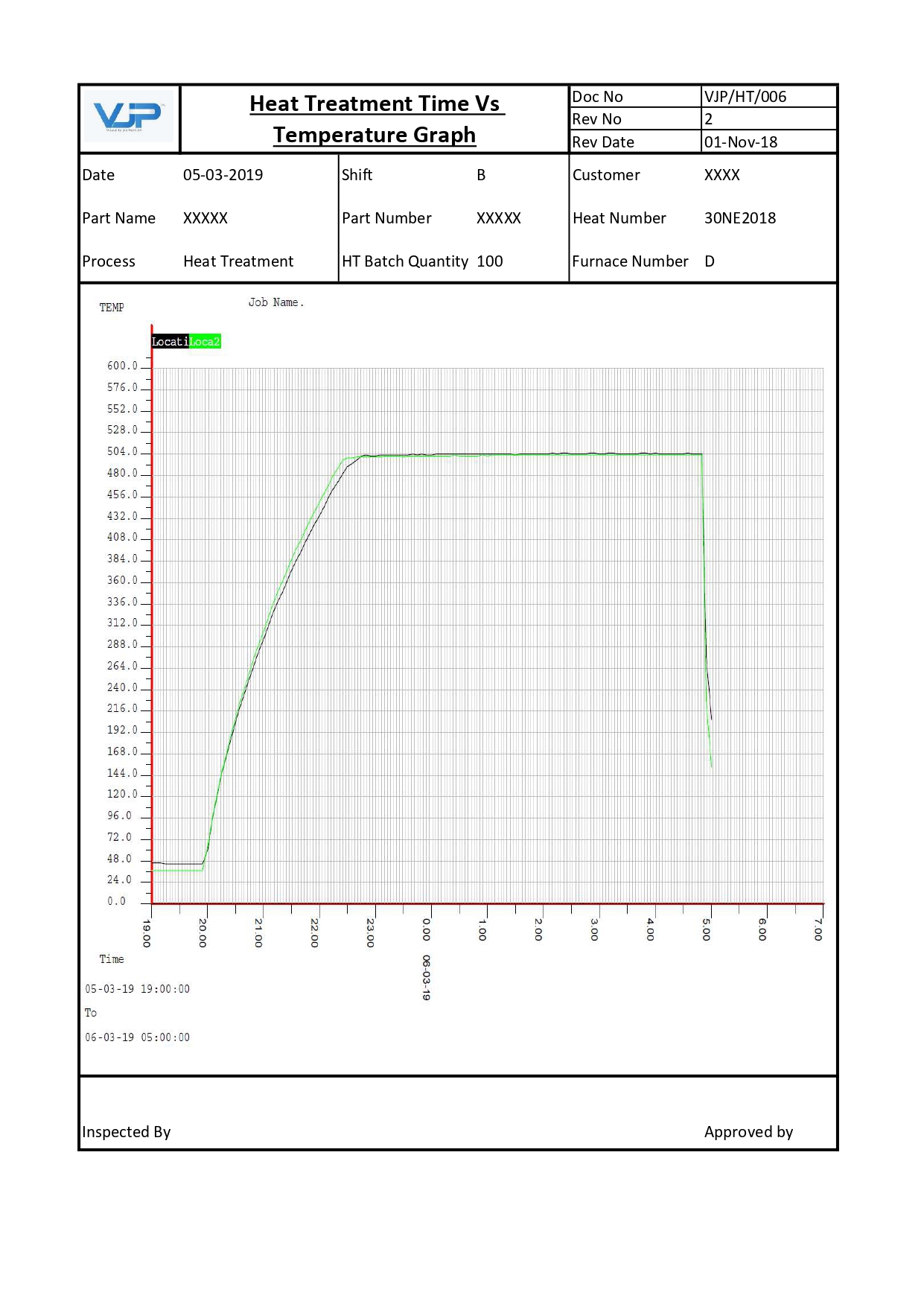
The most important parameters to be controlled are the temperature and time. In order to achieve this, the furnace and oven should be connected to automatic controllers and recorders capable of maintaining the temperature within the cabin for the specified time. (Sample of the graph is shown below in fig .1)
The quenching after solutionizing should happen within 15 secs (start to end of quenching)
Calibration
Normally the tolerances in temperature is usually +/ - 5°C for general requirement and +/ - 3°C for aerospace type requirement. The furnace and oven should be calibrated once in a month internally and once in three months externally at 9 or 12 points depending on the size of furnace.
Inspection and Reports
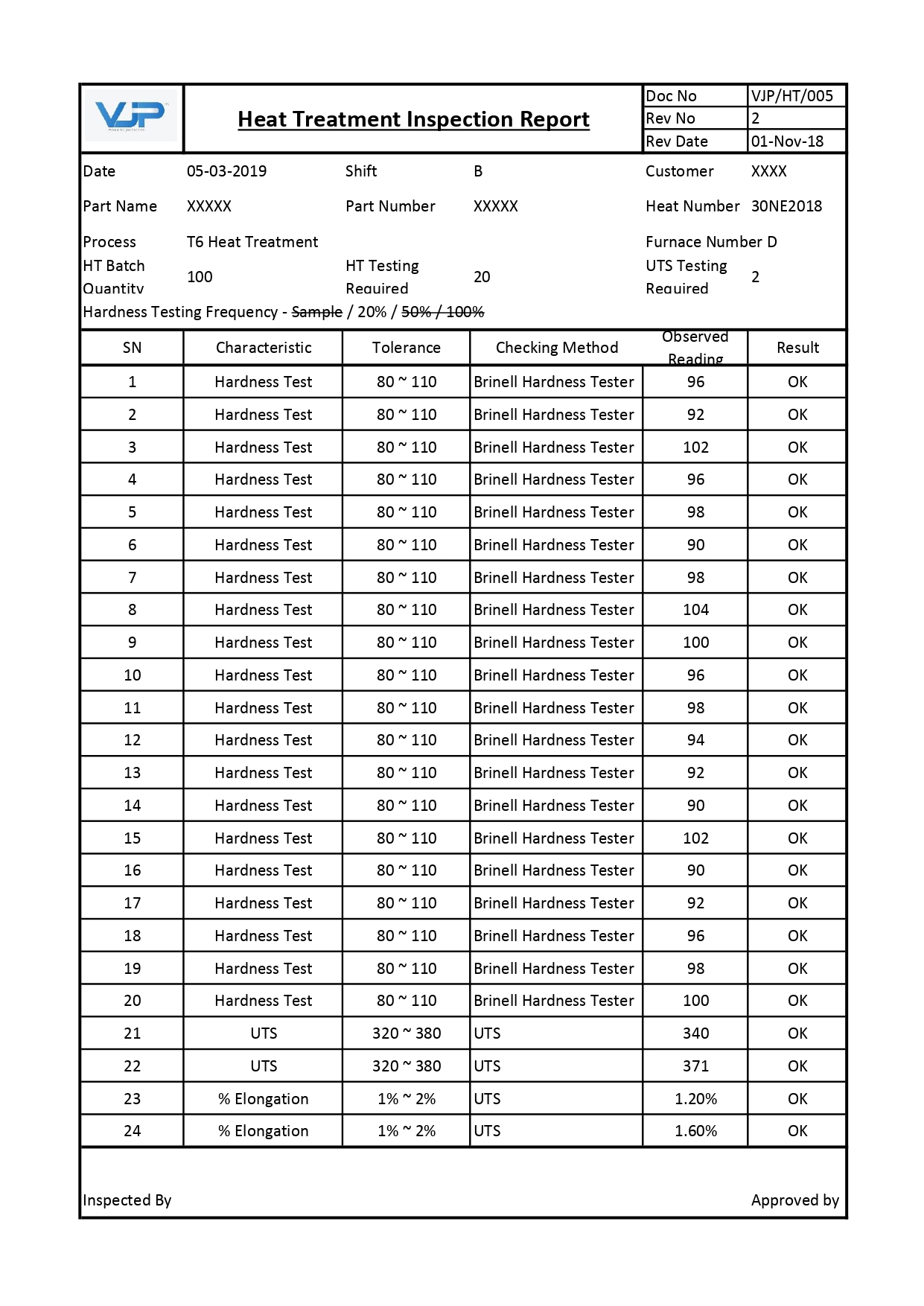
In General hardness testing and Tensile Strength testing are done to check and verify the output of the process. For general applications the hardness testing is done on samples and for special requirements the testing might have to be carried out 100%. (Sample of Inspection report shown below in fig 2 )